卷烟厂切丝工序的主要任务是将配叶后烟片按规定宽度切丝,然后经流量控制系统进入回潮 、烘丝、冷却、补香工段,烘后叶丝进入暂存仓柜,再装箱后进入叶丝高架库供混丝掺配使用 。
分类切丝:根据烟叶类别的不同进行分类切丝,包括切丝宽度不同、刀门压力不同。每条生产线配有两台切丝机轮流进行生产,以保证生产的连续性。切丝前设置了金属异物的二次剔除装置,以确保切丝机运行的可靠性。
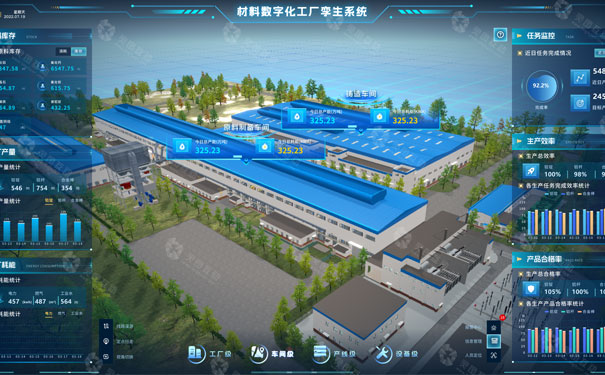
卷烟厂切丝车间数字孪生系统是利用先进的数字化技术,对切丝车间进行全要素的虚拟精准映射。通过实时采集车间内的数据,与虚拟模型交互联动,实现对切丝车间生产全过程的可视化监控与管理。该系统融合了三维建模、数据分析、物联网等技术,为切丝车间的高效运行提供有力保障。

1. 卷烟厂切丝车间数字孪生系统架构
卷烟厂切丝车间数字孪生系统架构主要由物理层、孪生模型层、数据层、应用层组成,各层之间紧密协作,共同实现对切丝车间的高效管理和优化。
1.1 物理层
物理层由切丝车间的实际设备、生产线和传感器构成。包括切丝机、流量控制系统、回潮设备、烘丝设备、冷却设备、补香设备、暂存仓柜、装箱设备以及叶丝高架库等。这些设备和生产线按照特定的工艺流程进行布局,共同完成烟叶从配叶后烟片到成品叶丝的加工过程;传感器安装在各个设备和关键位置上,用于实时采集物理层的各种数据,如设备运行状态和工艺参数数据,为整个系统提供基础数据来源,确保对车间实际情况的准确感知。
1.2 孪生模型层
孪生模型层是数字孪生系统的核心,它建立了与物理层相对应的虚拟模型,实现对切丝车间的虚拟映射。三维模型通过三维建模技术,构建出与实际切丝车间完全一致的三维虚拟场景,包括设备模型、生产线模型、车间布局模型等;动态模型实时反映设备运行状态和工艺流程进展。通过与物理层数据交互,实现对切丝车间的全面虚拟映射,便于实时监控与分析决策。
1.3 数据层
数据层是数字孪生系统的桥梁,负责采集、存储、处理和传输物理层与孪生模型层之间的数据。
从物理层的传感器获取数据后,存储于数据库,并进行清洗和分析处理。然后将处理后的数据传输给孪生模型层和应用层,保障系统中数据的准确性、及时性和有效性。
1.4 应用层
应用层是数字孪生系统的价值体现,为用户提供丰富的应用功能。如三维可视化监控,让用户直观了解车间情况;生产工艺流程仿真可优化方案;设备状态监控和报警管理确保设备稳定运行;库存管理实现高效资源调配。实现对切丝车间的智能化管理和优化,提升切丝车间的管理水平和生产效率。

2. 卷烟厂切丝车间数字孪生系统功能
2.1 三维可视化监控
卷烟厂切丝车间数字孪生系统提供逼真的三维可视化界面,让用户随时了解切丝车间的整体运行情况。用户可以通过鼠标和键盘对三维场景进行旋转、缩放和平移操作,从不同角度观察车间的情况。实时显示设备的运行状态、生产工艺参数等信息,让用户随时了解车间的运行情况,方便用户及时发现问题并采取措施。
2.2 生产工艺流程仿真模拟
卷烟厂切丝车间数字孪生系统可对切丝车间的生产工艺流程进行高度逼真的仿真模拟。用户可以通过动画演示,清晰地看到烟叶从配叶后烟片到切丝、流量控制、回潮、烘丝、冷却、补香、暂存仓柜、装箱、进入叶丝高架库的全过程。此外,在仿真模拟过程中,用户可以调整生产工艺参数,观察不同参数对生产过程的影响,从而优化生产方案,降低决策风险,提高生产效率和管理水平。

2.3 设备运行状态监控
卷烟厂切丝车间数字孪生系统通过与车间内的设备传感器连接,实时采集设备的运行状态数据,以直观的图表形式展示设备的运行参数,如温度、压力、转速、电流等。当设备运行异常时,系统会立即发出报警信号,提醒用户及时处理。对设备的历史运行数据进行分析,预测设备的故障趋势,提前安排维护计划,提高设备的可靠性和使用寿命。
2.4 设备报警管理
当设备出现故障或异常情况时,卷烟厂切丝车间数字孪生系统会自动发出声光报警、短信报警、邮件报警等多种报警方式。报警信息包括设备编号、故障类型、报警时间等详细内容,方便用户快速定位和处理问题。对已处理的报警信息进行记录和统计分析,帮助用户总结经验教训,不断改进设备管理和维护工作。
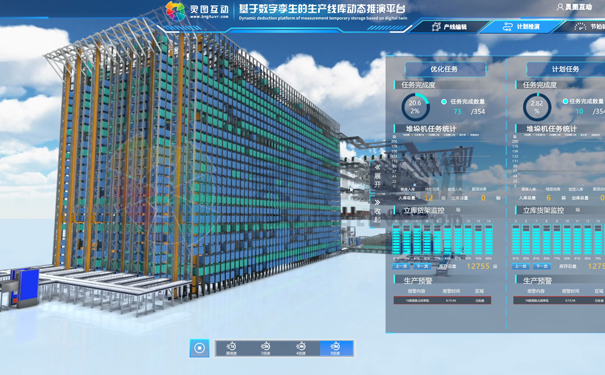
2.5 库存管理
卷烟厂切丝车间数字孪生系统可以对切丝车间的原材料、半成品和成品库存进行实时监控和管理。自动记录库存的进出库情况,实时更新库存数量和位置信息。用户可以通过系统界面查看库存的详细情况,包括库存数量、库存周转率、库存成本等。当库存数量低于或高于预警值时,系统会自动发出报警信号,提醒用户及时调整库存水平。
2.6 分类切丝管理
根据烟叶类别的不同,自动调整切丝机的切丝宽度和刀门压力。每条生产线的两台切丝机轮流进行生产,系统可以对切丝机的运行状态进行监控和调度,保证生产的连续性。切丝前的金属异物二次剔除装置,系统可以对其运行情况进行监控,确保切丝机运行的可靠性。
卷烟厂切丝车间数字孪生系统通过三维可视化监控、生产工艺流程仿真模拟、设备运行状态监控、设备报警管理、库存管理、分类切丝管理等功能,让管理者能够实时掌握车间的运行情况,及时做出决策,提高管理效率和水平。